sello de metal- este es un cliché con elementos convexos de latón de acero inoxidable marca LS-59, que tiene las propiedades de calentarse rápidamente y por mucho tiempo mantener la temperatura.
Dividimos los sellos de metal en dos tipos: con calentamiento (estampado en caliente) y sin calentamiento.
El cliché se puede hacer en cualquier forma y tamaño según los deseos del cliente.
costo del sello calculado individualmente de acuerdo con el diseño o croquis y las dimensiones generales del producto.
Al crear un boceto, no use líneas finas y pequeñas, esto se indica en los requisitos a continuación.
El tamaño del producto afecta el costo.
 ¡Atención! Al realizar el pedido, indique la superficie y el material a marcar.
¡Atención! Al realizar el pedido, indique la superficie y el material a marcar.
Al elegir una fuente para una mejor legibilidad, no debe elegir fuentes complicadas con serifas en los extremos.

Sellos de metal sin calefacción, utilizados para aplicar una tinta o una imagen en relieve: estampar con pintura o presionar el sello en superficie blanda.
Los productos de lino, cartón, plástico y porcelana se estampan con dichos sellos metálicos y también se utilizan para marcar animales.
Marcas veterinarias - diseñadas para marcar carnes y animales.Pueden ser ovaladas o forma rectangular. El sello veterinario confirma que el examen veterinario y sanitario de la carne se ha realizado en su totalidad y que el producto se produce con fines alimentarios sin restricciones. La elaboración de estas marcas de acuerdo con las Instrucciones para el marcado veterinario de carnes aprobadas por el Ministerio de Agricultura y Alimentación Federación Rusa 28/04/1994.
Con un sello de metal, puede trabajar en materiales viscosos calientes como plástico fundido, chocolate, jabón. Consejo: si la marca se adhiere a superficies viscosas, es conveniente aplicar un agente que evite el efecto de adherencia.
Estampado en caliente o marca de quemado
Para calentar el estampado en caliente, dependiendo del área ocupada se utilizan calentadores eléctricos en forma de soldador de 100 a 300 W o calentador eléctrico en forma de pistola de 500 W, también puede ser un mango de metal alargado para calentar el sello en un fuego abierto. Después del calentamiento, la marca se fija durante 1 a 3 segundos en la superficie de la marca.
Cliché con calentador eléctrico en forma de "soldador"

100-300W.
Cliché con calentador eléctrico en forma de "Pistola"

de 500 w
Mango extendido

para calentar al fuego
En un elemento calefactor, es posible producir varios clichés intercambiables, así como sellos con letras/datos intercambiables: fecha, número, palabras intercambiables, que el usuario puede cambiar fácilmente. Se pueden ver ejemplos de tales productos en la galería de nuestro trabajo sobre la fabricación de sellos a continuación, en esta página.
Los estampados en caliente se utilizan para quemar en diversas superficies, como madera, cuero, plástico, arcilla, porcelana e incluso masa. Es ampliamente utilizado para la marca, tableros de muebles, paletas europeas, así como para quemar recuerdos. Para el comprador, esto se convierte en un signo adicional que distingue el original de la falsificación.
El cliché puede ser de cualquier forma y tamaño, pero cuanto más grande sea el cliché, más potente será el calentador requerido. La potencia del elemento calefactor eléctrico es seleccionada por un especialista para cada cliché individualmente y se calcula de acuerdo con el área ocupada del cliché.
Al usarlo, asegúrese de controlar la temperatura de calentamiento y no exceda la permitida.
SOLO BAJO ESTA CONDICIÓN SE GARANTIZA Excelente calidad impresiones y la ausencia de matrimonio durante el contraste.
Normas básicas de seguridad para trabajar con la marca
- Cuando trabaje con estampados en caliente, siga las reglas para trabajar con elementos calefactores.
- Calentar la marca siempre colocándola de lado como un soldador normal (calentar con disposición vertical con el chasquido hacia arriba puede derretir el cableado, y el mango puede quemarse o calentarse mucho y causar una quemadura);
- Para trabajar con la marca, utilice un soporte de metal o cerámica. No caliente la marca sobre la mesa y otros muebles y objetos combustibles, existe riesgo de incendio.
- Proteger de golpes, en caso de manipulación incorrecta, el relieve del cliché puede arrugarse.
- Cuando enciende la marca por primera vez con un calentador eléctrico, se permiten humo y olores significativos.
- Nunca deje la marca encendida sin vigilancia y evite que los niños accedan a la marca.
Echa un vistazo a nuestro portafolio, que muestra las señas de identidad realizadas.
Señas de identidad - galería de obras
1 2 3
Clichés para validadores y estampados

Profundidad de grabado 0,3-0,5 mm
marca de impacto, elaboración de clichés de latón y para leña
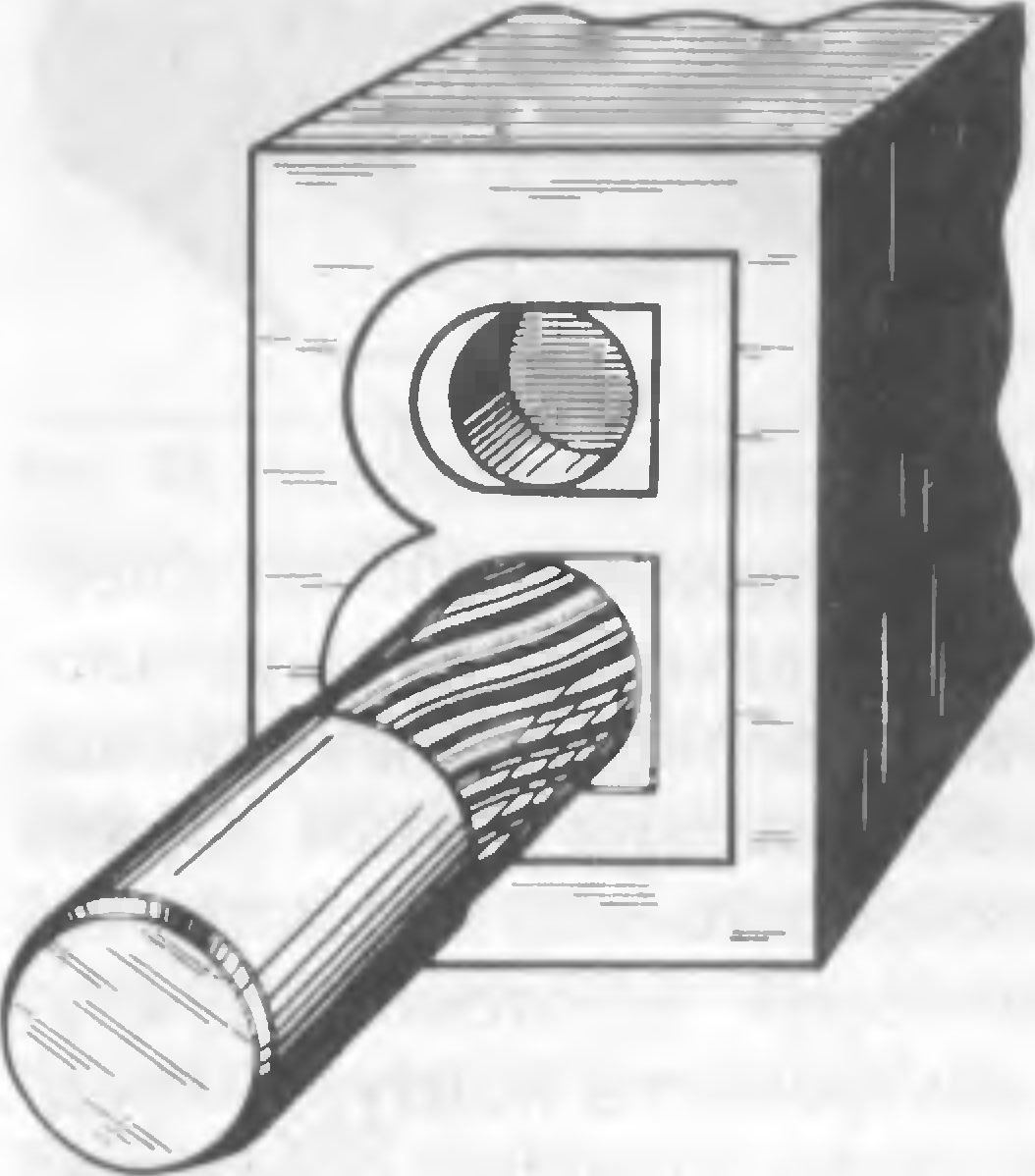
El sello de impacto se utiliza para imprimir el logotipo en superficies metalicas. Los sellos de impacto están hechos de acero U8A de alta calidad con endurecimiento obligatorio en un horno de alta temperatura. La fuerza de la marca le permite poner estampados en casi todo tipo de metales y aleaciones.La imagen en las marcas de impacto se aplica mediante grabado industrial, lo que permite el uso de fuentes pequeñas y elementos del logotipo en la impresión. El costo de hacer un sello dependerá del área de la superficie de impacto.
Ofrecemos a nuestros clientes la producción de clichés para la aplicación de texto o logotipo de la empresa en productos de madera, cuero, plástico ( sello para quemar en plástico), cartón, etc La empresa "Pechati-Stolitsa" también se dedica a la fabricación de clichés para quemar grabados en madera. Se diferencia del cliché habitual por la presencia de un orificio roscado, con el que se une el cliché al elemento calefactor.
Si lo solicita, podemos producir para su uso posterior en la imprenta un cliché con el logotipo de su organización, que se puede utilizar para estampar en caliente sobre Cartas de negocios, formularios, etc Fabricamos clichés de latón, magnesio, materiales poliméricos.
La alta calidad de los clichés se logra mediante el uso de máquinas de alta velocidad en su producción. El grabado mecánico permite obtener clichés formas complejas con una impresión clara de hasta los detalles más pequeños de la imagen.
La empresa "Print-Capital" ofrece a particulares y organizaciones la producción de sellos, clichés, selladores. Haremos facsímiles de manera rápida y con alta calidad, haremos placas, sellos lisos y repujados, precintos de seguridad.
Podéis comprarnos tales artículos necesarios para la oficina, como el numerador, el fechador con el campo libre, el sellador.
Las marcas están destinadas a marcar principalmente en partes de piezas que no funcionan y punzones, para marcar superficies frontales (de trabajo). Las marcas se utilizan para hecho a mano en impacto y punzones - para obtener una impresión bajo presión.
Para impresión simultánea un número grande signos, los punzones están encerrados en un clip (Fig. 22).
Marcas de impacto. En cualquier trabajo de plomería, hay un estampado obligatorio de partes de sellos, formularios, etc. Con un uso intensivo constante, las partes de trabajo de los sellos se desgastan con bastante rapidez, por lo que la producción de sellos para impacto (principalmente digital) es más común en práctica de grabado.
Los sellos están hechos de acero U8L utilizando cinceles, punzones, cinceles y limas de aguja. Se utilizan para procesar materiales como acero, aleaciones de cobre y aluminio, madera.
No se recomienda utilizar acero aleado para la fabricación de marcas de impacto para metal, ya que después del tratamiento térmico se vuelve quebradizo y puede desmoronarse durante la operación.
Para hacer un sello en el impacto, necesita la siguiente herramienta:
escribano, lápiz, regla o calibrador; limas de aguja (planas, cuadradas y triédricas); shtiheli (messerstichel, shgshtstichel y flakhstichel); núcleo, cincel, corte, martillo;
Arroz. 22. Clip con un juego de punzones |
estampados (figurados - para bajar el contorno interior, planos - para grabar el contorno exterior del sello); cerrajería manual y mordaza de bola; cuadrado espacial; piedra de toque.
Para la fabricación de instrumentos de percusión, se deben seleccionar piezas de trabajo con una longitud de al menos 60 mm. Se pueden cortar de una barra de acero, preferiblemente de sección cuadrada. Las herramientas de esta forma son muy convenientes de usar al instalar sus piezas de trabajo en la línea de marcado del texto aplicado al producto, observando la disposición correcta de los caracteres en la línea.
Debe comenzar a trabajar marcando la silueta de la letra, sosteniendo el sello en blanco en un tornillo de banco. Por lo general, si se requiere una construcción precisa, el marcado se realiza con un calibrador y un trazador (en ausencia de una barra de estarcido).
Luego, girando el tornillo de banco con la pieza de trabajo para que la parte superior de la letra quede a la derecha, con un Messerstichel o Spitzstichel con una presión gradualmente creciente en la red a lo largo del camino, se corta una ranura en forma de gota en el metal hasta que llegue en contacto con la línea de marcado de la barra transversal horizontal en la base inferior, por ejemplo, la letra A. El rizo de virutas resultante se arranca de la base con el mismo cincel y se trabaja alternativamente a través de las esquinas restantes con su punta, manteniendo la dirección de corte hacia el centro de la figura bajada (triángulo). Después de eso, todo el plano de la sección interior de la letra que no funciona se profundiza inmediatamente con un cincelado triangular. Para ello, basta con dar uno o dos golpes mordaces con un martillo en la caña de la moneda sin que se balancee.
A continuación, se da el cuadrilátero de la parte funcional de la futura marca, que ha cambiado ligeramente sus dimensiones originales. forma correcta, tocando en todos los lados con una persecución plana. Y, habiendo ahora fijado el vástago de la pieza de trabajo en las mordazas de un torno de mano, cortaron la parte de trabajo a lo largo del contorno exterior de la letra. Antes de contornear la base inferior de la letra, debe usar una lima cuadrada con las mejillas molidas en esmeril para que coincida con el tamaño de la barra transversal de la letra, corte a través de la ranura hasta la línea de marcado y elimine el exceso de metal transversalmente con un triángulo. archivo.
El sello en el impacto debe tener un perfil de afilado peculiar, lo que aumenta la resistencia de los peines de trabajo del sello al astillado prematuro durante una penetración aguda en el metal, que tiene una mayor masa. Por lo tanto, habiendo fijado el blanco del sello en las mordazas de un tornillo de banco, con un flachstichel (cortador plano) llevan las partes de trabajo de la letra al borde de la vieira, manteniendo las líneas centrales de acuerdo con la marca inicial. Para un estudio más claro de las esquinas en la unión de la textura convexa de la parte de trabajo del sello, puede usar un corte o un cincel.
Una de las opciones simplificadas para hacer sellos de impacto es primero el desbaste de las partes de trabajo de las piezas de trabajo a las dimensiones generales de la fuente en la rueda de esmeril, luego el procesamiento con limas, limas de aguja y grabadores de los perfiles de afilado correspondientes. Hacer una marca con una imagen inversa del número 1 es casi lo más rápido, ya que solo todas las operaciones se pueden realizar fácilmente con limas o limas de aguja triédrica y semicircular (al grabar fuentes grandes).
Para hacer esto, sujete la pieza de trabajo en las mordazas de un tornillo de banco manual para trabajos en metal por el vástago e, insertando una barra de madera en el recorte para que la parte de trabajo esté a la vista, limando a lo largo del contorno delineado del letrero (en este caso este es el número 1), manteniendo el ángulo de nitidez igual para todas las caras. Todo el procedimiento para hacer un sello no toma más de 10 minutos. De igual manera, se elabora una marca con el número 7, donde solo se utilizan limas de aguja y un flachstichel.
El trabajo de hacer marcas de impacto con la imagen de números como el 2, 3 y 5 también se puede considerar idéntico, con la única diferencia de que, antes de armarse con limas de aguja, debe marcar los centros de los círculos existentes e inmediatamente bajar ellos con piezas obreras ovales o redondas en monedas. Con un Flachstichel, sosteniendo el codo de la mano en alto con la herramienta apretada en el puño, es recomendable recortar inmediatamente las partes internas en un cono para identificar el grosor de trazo requerido.
La ranura superior en el número 5 también se procesa con limas de aguja (primero triédrica a lo largo de las líneas de marcado horizontales y luego plana o cuadrada). Para una elaboración más expresiva del surco, se utiliza un flachstichel con una hoja estrecha. En este sentido, conviene señalar que lo más conveniente es alinear el puente final de la ranura con un cincel desde el interior, mediante un movimiento de palanca con la dirección del borde frontal de la hoja hacia arriba, lo que permite el libre acceso para la hoja hasta la línea de marcado al final de la pieza de trabajo. Los cortes de los círculos tanto para el número 5 como para el número 3 se abren con un cincel, un corte o una lima de aguja triédrica, y para el número 2, con uno redondo.
Golpes. El punzón, como el sello de impacto, está diseñado para imprimir texto en cualquier material, pero no tiene una forma de ángulo agudo de las partes de trabajo que sobresalen, sino una forma plana con un pulido y
superficie pulida de las vieiras de la silueta del letrero. Al mismo tiempo, el punzón debe tener un campo con una perfecta uniformidad y superficie lisa, en el que se adjunta la carta, por así decirlo. La limpieza necesaria de la superficie del campo dentro y alrededor de la letra del punzón se puede lograr frotando la pasta GOI diluida en queroseno con un palo de madera dura. Los sellos de tal campo, por regla general, no tienen y es mucho más fácil hacerlos, ya que el limado de los contornos exteriores de letras y números se realiza principalmente con limas, limas de aguja y luego se recorta con cinceles.
Para realizar trabajos de relieve de caballos o, como se le llama más comúnmente, grabado de armaduras, es necesario tener varios cinceles y cinceles con superficies de trabajo hechas en forma de óvalo, elipse, triángulo, regular e irregular, cuadrado , rectángulo, etc
Para hacer un sello, en el extremo de su espacio en blanco, debe dibujar una letra con un trazador o un lápiz, como se leería en papel, delinee la parte que se necesitará al bajar el contorno interior de la letra, que se grabará en el punzón, así como la parte donde se cortará el exceso de metal con lija o lima. El limado de la figura resultante se realiza a lo largo de la pieza de trabajo desde todos los lados con una ligera pendiente, casi perpendicular a su extremo.
Para facilitar la nivelación de los biseles con limas y limas de aguja, la parte trasera de la pieza de trabajo se fija en las mordazas de un tornillo de banco manual para trabajos en metal y la parte de trabajo se apoya contra un corte en una barra de madera unida con tornillos o clavos para la mesa del escritorio (Fig. 23).
La parte de trabajo de la moneda, como cualquier otro instrumento de percusión, debe estar endurecida y tener una dureza alta para evitar la deformación de las esquinas afiladas de la figura durante el trabajo de impacto.
Para hacer el trabajo en el menor tiempo posible, Herramienta esencial debe estar preparado con anticipación. habiendo preparado
herramienta, sujete el punzón en bruto en un tornillo de banco portátil con el extremo de trabajo hacia arriba. El tornillo de banco con la pieza debe colocarse sobre el cojín de modo que la superficie a tratar quede a la altura de los ojos. La proximidad de la imagen grabada en este caso le permite enfocarse directamente en el lugar del grabado. Luego, con un trazador, se dibuja una letra en el extremo de la pieza de trabajo, mientras se observan las dimensiones principales de su contorno interno, destinadas a la subestimación por persecución. Y para que el patrón sea claramente visible, la superficie de metal se puede limpiar ligeramente con un paño humedecido en agua antes de marcar. solución acuosa sulfato de cobre.
Para subestimar el contorno interior, por ejemplo, en la letra A, el extremo de trabajo de la moneda debe tener en su extremo la figura que se muestra en la Fig. 24, a, y para subestimar el contorno interior de la letra B, la figura que se muestra en la fig. 24b.
Para lograr una alta precisión al marcar la letra al final de la acuñación y la misma letra al final del punzón, pero en una imagen especular (invertida) con repetición exacta de las dimensiones de los contornos interior y exterior, se utiliza una plantilla. utilizado (Fig. 25), que se hace así. En una tira de vidrio orgánico delgado, la letra deseada se dibuja correctamente (preferiblemente todo el alfabeto) y, después de perforar un orificio tecnológico, el contorno de la letra se corta a lo largo de las líneas de marcado con una sierra de calar o en una máquina de grabado. La plantilla resultante se puede utilizar tanto para marcar la letra en el extremo de la acuñación, que está destinada a ser procesada superficie de trabajo punzón, y directamente sobre el mismo punzón, con la única diferencia de que la plantilla debe aplicarse sobre la superficie metálica reverso.
Para facilitar y agilizar el proceso de descenso del metal por todo el contorno interior de la letra dibujada, antes.
Arroz. 2b. Taladrado teniendo en cuenta la subestimación del campo interno por gofrado
 |
Arroz. 27. Cortar |
para recoger las monedas, perfore agujeros ciegos a una profundidad correspondiente a la próxima subestimación del fondo general (campo) del punzón. El diámetro de la broca se elige en función del tamaño del campo interno (Fig. 26). No se requiere perforación para grabar fuentes pequeñas, con la excepción de algunos caracteres.
La eliminación del exceso de metal con un taladro facilita el procesamiento posterior del contorno interior de la letra mediante grabados y evita el endurecimiento por trabajo no deseado, lo que conduce a una distorsión del patrón de sus elementos individuales y, a veces, incluso Bcei ■ de la letra. Por lo tanto, el relleno con un cincelado debe hacerse gradualmente, en varios pasos, ya que después de varios golpes suaves en la cola, la parte de trabajo del cincelado debe retirarse del hueco y parte del metal debe retirarse de allí con cinceles.
En la fabricación de letras como 3, O, C, así como los números 2, 6, 8, 9 para subestimar el contorno interno, que tiene forma redonda,.
no es necesario utilizar rozaduras, ya que el metal se puede taladrar simplemente con brocas de diámetro adecuado.
El contorno exterior de la letra se procesa mejor con cinceles y cortes (Fig. 27), seguido de la limpieza del fondo discreto con cinceles y una lima de terciopelo. El trabajo debe comenzar, en primer lugar, subestimando el metal de las secciones previamente planificadas del patrón de letras (Fig. 28), lo que le permite mantener con precisión dimensiones dadas signo grabado.
 |
Arroz. Mecanizado del contorno exterior con un corte. |
Para lograr un grosor dado del trazo de los peines de trabajo de la letra convexa resultante desde su lado exterior, pasan limpiamente a lo largo de todo el contorno con un cincel, limpiando las irregularidades restantes que no se notan. Para ello, lo más conveniente es utilizar un grabador plano.
Para cumplir Alta calidad Al grabar partes como un óvalo, una curva y un ángulo, que determinan todo el esqueleto de la letra, en primer lugar es deseable seguir las líneas de marcado con un lápiz afilado. Luego, donde se requiere, el marcado, ligeramente profundizado con un cincel, se fija con un corte, colocándolo con un bisel en el campo y el lado plano hacia la cubierta exterior de la letra (Fig. 29).
Esto generalmente se hace para garantizar la conservación de las dimensiones generales del marcado inicial de la letra y para permitir la posterior eliminación del exceso de metal del fondo general (campo) de la pieza troquelada con un corte o cincel, para no dañar accidentalmente tocar la letra misma.
Si la sección del campo de la cual se requiere remover el metal a una profundidad dada tiene un área relativamente grande, y con un grabador, a.
especialmente porque es imposible o bastante difícil hacer esto con una lima de aguja, es mejor usar un cincel. Zubilyde, como las monedas, debe ser pequeño, pero conveniente para el trabajo. Debe aplicarse hábilmente. Para evitar hundimientos no deseados y socavaduras profundas, que luego dificultan el procesamiento del metal, no se deben aplicar golpes fuertes con un martillo en la parte posterior del cincel.
En el negocio del grabado, la calidad del procesamiento de metales depende en gran medida de la técnica de uso de la herramienta. Para cortar el metal, observando una profundidad de muestreo constante en toda el área del campo del punzón, es necesario, inclinando ligeramente y reorganizando gradualmente el cincel, golpear ligeramente con un martillo en su parte posterior. Sosteniendo los cinceles con los dedos con un peso de aproximadamente 1 mm de la superficie a tratar, pase primero en una dirección (hacia usted) y luego en la dirección opuesta, girando el tornillo de banco con la pieza de trabajo hacia usted en el otro lado.
Arroz. 30. Matikn |
Para evitar que las virutas de metal entren en los ojos, el corte se realiza con gafas. El fondo resultante ligeramente discreto y, por así decirlo, suelto, se procesa con un grabador plano. Para eliminar las consecuencias de la preselección de metal con un cincel, que no siempre es uniforme en toda el área, antes de limpiar con un cincel, las secciones bajas se procesan parcialmente con una alfombra (Fig. 30), una persecución con un corrugado muesca de la parte de trabajo.
Después de procesar con un tapete y limpiar con un cincel las áreas previamente rebajadas, se procede a seguir cortando el metal hasta lograr el resultado final. Sobre esto, podemos decir, se completa el proceso de grabado. Sin embargo, antes de pulir las vieiras que sobresalen de la letra convexa resultante, así como el campo subestimado a su alrededor, y realizar el tratamiento térmico del punzón, es necesario realizar el procesamiento final (acabado) del contorno exterior del signo grabado con un cincel, habiendo previamente alisado las zonas con el metal extendido a lo ancho para colocar este último solo con grabados planos. El hecho es que el uso de varios tipos de instrumentos de percusión (cazadores, convictos, etc.) en el trabajo de socorro implica la manifestación obligatoria de la deformación plástica del metal procesado más blando en comparación con el material de la herramienta, que se propaga no solo en el dirección del impacto, sino también en todos los lados. Por eso, antes de lanzarse al contorneado con un grabador, utilizan el método de trabajo secciones individuales sellos planos. Luego, con un corte, el metal se dobla ligeramente (comprime) en la base del letrero. Esto permite evitar cortes accidentales en la superficie del campo del punzón con la punta del grabador y mantener con mayor precisión el grosor total dado del trazo al limpiar el letrero, lo que juega un papel clave para obtener posteriormente una impresión clara en la superficie del producto procesado por este punzón.
Con el fin de restaurar y mantener el brillo en las superficies de los elementos convexos del letrero, intactos por el grabado, con el fin de crear la conveniencia de comparar el grosor del trazo y colocarlos bajo un plano común en ángulo con los planos base del punzón. en blanco, así como para la determinación y posterior eliminación de omisiones en el grabado, se debe utilizar un cuadrado espacial. Al mismo tiempo, el punzón en blanco se presiona firmemente con la mano contra la esquina interior del cuadrado, que se coloca en una barra de acabado para que la parte de trabajo del punzón se presione contra el abrasivo y se realizan varios movimientos en línea recta. .
Por ejemplo, considere el grabado del número 4, quizás uno de los caracteres más complejos de la escritura árabe. Si durante la fabricación.
Se presta la atención principal al procesamiento del contorno interior, y el resto del metal alrededor del número se elimina con limas de aguja, lo que lleva solo unos minutos, luego debe jugar con el punzón.
El grabado suele comenzar con el estudio de los contornos con la punta de un aguijón o messerstichel. Luego, en la unión y la intersección de las líneas de marcado, retrocediendo ligeramente a lo largo de la bisectriz del ángulo, se colocan agujeros profundos con un núcleo. Spitzstichel o Messerstichel de arriba a abajo, dirigiendo la punta hacia el centro del orificio, corte los redondeos que no se subestiman en las esquinas de los contornos exterior e interior. Después de eso, el contorno interior se subestima y se calibra con una persecución figurada.
Las partes deformadas de la pieza de trabajo con la marca del número se nivelan con un relieve plano, enfatizando los bordes y colocando así las secciones de base de la parte de trabajo del punzón en su lugar. Ante el temor de que el metal pueda volver a flotar debido a una mayor subestimación del campo del punzón alrededor del número por el grabado en relieve y provocar una distorsión del marcado, el resto del trabajo para eliminar el metal se realiza cortando a la profundidad establecida en el dibujo por el diseñador. Las áreas de no trabajo resultantes se cortan bajo un plano común con un grabador plano, y donde con el mismo corte. Y el metal debe cortarse no desde el número, sino hasta la figura, mientras se retira ligeramente de la superficie lateral de la base de la superficie aún no bajada del campo del punzón, ya que durante el recorte posterior a lo largo del contorno del número, la protuberancia no ha sido tocada por el grabador o corte ciertamente será removido.
Puede actuar de manera diferente si sigue estrictamente las reglas de seguridad al grabar letreros en piezas de trabajo con bordes afilados. El borde del campo del punzón se puede alisar con una lima de aguja o con el mismo cortador de bengalas, se puede hacer un chaflán, lo que revela la posibilidad de insertar con seguridad el borde de corte de la hoja del cortador en la capa superficial del metal que se está procesando.
Ahora analicemos el proceso de acabado del contorno exterior del número 4, donde el desprendimiento de metal se realiza primero hacia su base superior para ir más allá del campo de punzonado desde la mitad, y luego en sentido contrario a la intersección con la cola. . Si el contorno de la figura se procesa correctamente con un corte, en este caso, se debe prestar atención principal solo a afinar las esquinas al cruzar sus partes sobresalientes. El delineado se realiza con un flachstichel, primero desde un lado de la esquina hacia su centro, y luego desde el otro, presionándolo contra la almohada. pulgar hoja de cincel con cara lateral (mejilla).
Para lograr la severidad de las líneas en las esquinas y la alineación de otras asperezas, puede usar nuevamente un flachstichel, usándolo como un raspador. En este caso, el exceso de metal debe cortarse sin falta desde la base de la parte sobresaliente sobre la superficie del campo del punzón hasta su parte superior, es decir. "hacia la salida", y recorte las esquinas de arriba a abajo con una espátula o messerstichel.
Actualmente, las máquinas copiadoras-fresadoras de grabado se utilizan para facilitar y agilizar el proceso de fabricación de marcas de impacto y punzones. El grabador realiza el acabado y puesta a punto de la parte de trabajo del sello de forma manual, utilizando únicamente grabadores y convictos.
Endurecimiento de herramientas. Cualquier trabajo de grabado se puede realizar rápidamente y con la calidad adecuada solo si la herramienta está perfectamente hecha: afilada y tratada térmicamente adecuadamente. Para los aceros al carbono para herramientas, como U7, U8, U10, UI, U12, debe elegir una temperatura de endurecimiento dentro de los 780 ° C, que corresponde al color rojo del calor cuando se observa visualmente. Cuanto más suave sea el material, mayor debe ser la temperatura de su calentamiento.
Para crear condiciones para el endurecimiento de alta calidad del acero U8, es necesario resistir un punzón o estampación en un horno a una temperatura de 780 ° C durante al menos 8 minutos. Para un endurecimiento más agudo, se utiliza agua salada como medio de refrigeración, y para un endurecimiento más suave, que caracteriza tratamiento térmico aceros aleados, se utiliza aceite de transformador. La dureza del endurecimiento se mide mediante dispositivos de control, donde los materiales duros se prueban con un cono de diamante bajo una carga de 15 N (medida de dureza Rockwell).
La dureza de las marcas de impacto y punzones debe ser de 58 62 HRC. Después del tratamiento térmico, el material a menudo se deforma notablemente (las varillas de acero se doblan). Esto se debe tanto al incumplimiento del proceso de endurecimiento como a las características específicas de la estructura de este acero, a partir del cual se fabrica el sello (o punzón). Debe tenerse en cuenta que el matrimonio se puede evitar fácilmente golpeando el lado cóncavo del sello con un martillo de aleación dura, colocando el sello con el bulto hacia abajo sobre la placa de nivelación. Las piezas endurecidas con una sección transversal de hasta 7 mm con una dureza de hasta 60 HRC se prestan bastante bien al enderezado; los más gruesos alisan peor. Esto se debe al hecho de que el retorno del martillo es igual a la fuerza aplicada a esta pieza durante su procesamiento. La onda de choque debe alcanzar el núcleo del metal. Solo en este caso es posible eliminar la correa de la pieza. Con una dureza del metal de 60 HRC y más elástica, la deformación plástica es prácticamente nula y aparece una fractura frágil tras el impacto.
La exposición de la herramienta durante un día en una solución densamente saturada de sal de mesa permitirá más largo tiempo mantenlo alto
En la fabricación de machos, cinceles y otras herramientas similares que tienen piezas de trabajo en forma de cono con una sección transversal de la pieza de trabajo de un diámetro de no más de 3 mm, se endurecen clavando una parte del extremo al rojo vivo de la barra en un previamente Azulejo de cera de sellado preparado. Si la cera de sellado se está derritiendo activamente, se deben realizar varias inyecciones más hasta que la parte de trabajo de la herramienta se haya enfriado por completo, que en ese momento habrá tomado la forma de un cono. Si se trata de una persecución, entonces la punta debe desafilarse con una lima de diamante o cualquier otro abrasivo.
Por cierto, para evitar las correas del borde inferior de la cuchilla del messerstichel, escaldador o cortador facetado durante el proceso de endurecimiento, también puede usar cera de sellado con éxito, como si cortara este último con metal al rojo vivo.
marca de acero digital - está diseñado para dibujar números o signos en superficies metálicas y no metálicas. Sello de impacto (sello de metal): una varilla de metal con una imagen grabada, diseñada para imprimir en varias superficies(principalmente metales, cilindros, marca personal del soldador) por impacto.
Poner señas de identidad los artesanos comenzaron a utilizar sus productos en la antigüedad, para marcar sus productos con una especie de "marca de calidad". Hasta ahora, se valoran los productos del acero Ural, que llevan el estigma de las fábricas Demidov. Moderno marcas de impacto están diseñados para imprimir letras y letreros en la superficie de material plástico, por ejemplo, en envases de chapa. Para fabricación de sellos se utiliza un material particularmente fuerte, generalmente acero para herramientas endurecido. El sello de impacto se utiliza para imprimir el logotipo en superficies metálicas. Los sellos de impacto están hechos de acero de alta calidad (grado U8A) con endurecimiento obligatorio en un horno de alta temperatura. La fuerza de la marca le permite poner estampados en casi todo tipo de metales y aleaciones.
La imagen en las marcas de impacto se aplica mediante grabado industrial, lo que permite el uso de fuentes pequeñas y elementos del logotipo en la impresión. El costo de hacer un sello dependerá del área de la superficie de impacto. Semejante estigma se utilizará eficazmente para marcar largos años. Fabricamos marcas de impacto varios tamaños, tanto alfabéticos como numéricos. Marcas de impacto con relieve profundo y aristas vivas se producen mediante grabado industrial.
Sellos acero impacto (producción por grabado industrial):
|
||||||||||||||||||||||||||||||||||||||||||||||
Los precios son para sellos con vástago cilíndrico de 100 mm de largo.
Área para determinar el costo de sellos cuadrados y rectangulares únicamente
Para sellos rectangulares o cuadrados recargo 400 rublos.
Para imágenes complejas, el margen de beneficio es del 25 al 100% (discutido más adelante).
Para más longitud recargo 300 rublos.
Sellos con altura de relieve hasta 2mm +50%
Más de D45mm - precio negociable
Marcas esféricas, cilíndricas +50%
Acero 9XCCDH- pieza de trabajo - 58 - 62
Acero U8ACDH- pieza de trabajo - 56 - 58ARCO- vástago - 32 - 34
Urgente +30%
letras ( galeras):
|
|||||||||||||||||||||||||||||||||||
Tiempo de producción: hasta 15 días hábiles.
Sellos veterinarios:
Sello rectangular 45x65 - latón - 3 800
Sello rectangular 40x70 - latón - 4000
- Urgente +30%
El mango es largo + 500 rublos.
Tiempo de producción: hasta 15 días hábiles.
Las preguntas sobre la producción y los términos se discuten con el gerente